

WearTuf400特征
WearTuf400是经过淬火或淬火+回火处理的全马氏体耐磨钢板, 典型布氏硬度为400HBW。WearTuf400耐磨钢板用途广泛,同时具有良好的耐磨性,可焊性和冷成型性能。由于冲击韧性赋予了钢板在制造和使用过程中良好的抗裂性。
WearTuf400应用
WearTuf400可广泛应用于传统土运、采矿和运输设备,如挖斗,翻斗矿车,自卸车,破碎机,锤头,传输机和其他矿业输送设备。WearTuf400可供薄且宽的尺寸钢板,因此能够满足客户轻量化设计和应用的要求。
WearTuf400尺寸
WearTuf 400可供厚度范围为4.0-50.0mm。取决于钢板厚度,宽度可达3100mm, 长度可达18000mm。
WearTuf400硬度保证值
表面硬度:
370-430HBW
根据标准EN ISO 6506-1, 表面布氏硬度的检测在钢板表面铣削0.5-2.0mm深度后进行。
最小中心硬度:
钢板厚度≤20mm: 表面硬度最小保证值,370HBW
钢板厚度>20mm: 表面硬度最小保证值的95% (*)
WearTuf450冲击韧性典型值
45J/-40℃ (-40℉)
根据标准EN ISO 148-1, 在-40℃下对三个平行于轧制方向的全尺寸V型槽冲击试祥(10X10mm2)进行检测,得到三个冲击功的平均值作为钢板冲击韧性(**)。
WearTuf400化学成分(钢水熔炼成分:经经理细化和全脱氧处理,wt%)
|
厚度 (mm) |
C max |
Si max |
Mn max |
P max |
S max |
Cr max |
Ni max |
Mo max |
B max |
CEV typical |
CET typical |
| 3.0-12.0 | 0.18 | 0.50 | 1.50 | 0.025 | 0.010 | 0.40 | 0.10 | 0.20 | 0.004 | 0.36 | 0.25 |
| 12.1-25.0 | 0.20 | 0.50 | 1.50 | 0.025 | 0.010 | 0.60 | 0.15 | 0.25 | 0.004 | 0.45 | 0.29 |
| 25.1-35.0 | 0.20 | 0.60 | 1.50 | 0.025 | 0.010 | 1.00 | 0.20 | 0.35 | 0.004 | 0.52 | 0.31 |
| 35.1-50.0 | 0.21 | 0.70 | 1.50 | 0.025 | 0.010 | 1.20 | 0.25 | 0.50 | 0.004 | 0.60 | 0.34 |
WearTuf400机械性能典型值
|
屈服强度 Rp0.2 |
抗拉强度 Rm |
延伸率 A5 |
| 1000MPa | 1250MPa | 10% |
| 根据标准EN ISO 6892-1 , 拉伸检测沿垂直于钢板轧制方向进行。 | ||
WearTuf400超声波检测
根据标准EN 10160,对所有厚度≥6mm钢板进行超声波检测,并且结果满足Class E1, S1要求。
WearTuf400表面质量
交货钢板表面质量满足且优于标准EN 10163-2 Class A级,Subclass3要求。
交货钢板采用低锌硅酸防锈车间底漆进行喷漆处理。如果客户要求,可以不喷漆交付。
WearTuf400热处理
当环境温度超过250℃时,钢板交付状态下的性能无法保证,所以WearTuf 400不适用千温度超过250℃的加工或应用。
注:
(*)钢板中心硬度定义为厚度方向的钢板中心区域25%厚度范和内的平均硬度位.
(**)当钢板公称厚度<12 mm时,可使用小尺寸冲击试样钢板冲击功值与试样横截面积成 正当钢畴度<6mm时,不进行冲击检测.
(***)当锅即引夏在4.0-12.0mm范图内时 , 按照隆英厚度交货 , 该公差严于标准EN 10029要求.
加工性能
折弯
耐磨钢是为满足客户在成型性、精确性和生产效率上的高要求而制造的。 WearTuf采用独特的成分设计和生产工艺以获得最好的冷成型性能。附以严密的厚度公差控制、贯穿厚度方向性能的一致性以及优异的表面质量,WearTuf400在成型过程中具备稳定的回弹,并能够保证在折弯到较小的弯曲半径时不开裂。
模具几何外形
为保证钢板在整个折弯过程中始终与上模有良好的接触,推荐上模头部截面采用半圆形设计。实际操作中,上模半径应选择不小于表1提供的品小弯曲半径值。

轧制方向
由于轧制过程产生的织构影响,钢板不同方向具有不同的折弯性能。当折弯线垂直于轧制方向(即横向折弯)时钢板的折弯表现总是优于折弯线平行于轧制方向(纵向折弯)时的表现。 因此,表1分别针对横向折弯和纵向折弯推荐了各自最小弯曲半径值。
表1
| WearTuf最小折弯半径值推荐 | |||||
| 厚度 | 折弯方向 | 最小弯曲半径,Rp(mm) | |||
| 最小值 | 最大值 | WearTuf400 | WearTuf450 | WearTuf500 | |
| 3.0 | 7.9 | 横向 | 2.5*t | 3.0*t | 4.0*t |
| 纵向 | 3.0*t | 3.5*t | 4.5*t | ||
| 8.0 | 19.9 | 横向 | 3.0*t | 3.5*t | 4.5*t |
| 纵向 | 4.0*t | 4.0*t | 5.0*t | ||
| 20.0 | 60.0 | 横向 | 4.0*t | 4.5*t | 5.5*t |
| 纵向 | 5.0*t | 5.0*t | 6.0*t | ||
表2
| 抗拉强度 | |
| WearTuf400 | 1250 |
| WearTuf450 | 1400 |
| WearTuf500 | 1600 |
焊接
WearTu耐磨钢板采用低合金化设计, 因此具有优异的焊接性能。在保证钢板硬度的同时, 保持低碳当量(CEV/CET)。结合出色的冲击韧性,钢板具有卓越的抗焊接开裂性能。
焊接WearTu而磨钢需要注意以下几个方面:
·使用低氢焊条,减少氢摄入
·在低应力区焊接
·按要求对钢板进行预热(参照表3)
为了获得得良好的焊接质量,在焊接前需对焊道进行清洁,如除湿,除油和清理氧化铁皮(根据EN 1011标准)。同时,焊接前需铣坡口,并按照手册的推荐指导进行焊接。
氢裂
当焊接全马氏体调质钢时,减少氢裂风险是非常雳要的。 焊接氢裂是由以下单个或多个原因组合导致的:
.焊缝区域的氢含量摄入过高
.焊缝或焊缝周围的应力过于集中
.钢的碳当量过高
为了避免氢裂可采取以下措施:
.选用低氢焊条,焊条氢含量不超过5ml/100g
.尽量在低应力区域焊接,并选择合适的焊接位置
.按照表3中的指导确定是否需要预热以及预热温度
预热要求
当焊前预热主要取决于以下方面:
1)钢的化学成分
2)钢板的厚度
3)焊材氢含量
4)热输入
5)焊接部位的应力要求
预热WearTuf前需要确认:
.焊材氢含量≤5 ml/100 g
.环境温度> 0℃并且空气湿度最高为70%
表3中,根据WearTuf钢板的等级,厚度(单一钢板)和热输入推荐了不同的预热温度。
表3
| 热输入:≤1.7KJ/mm;焊材氢含量:≤5ml/100g | |||||||||||
| 单一钢板厚度,mm | |||||||||||
| 钢种 | 3 | 12 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 55 | 60 |
| WearTuf400 | 25℃ | 100℃ | 125℃ | N/A | |||||||
| WearTuf450 | 25℃ | 125℃ | 150℃ | 175℃ | |||||||
| WearTuf500 | 25℃ | 150℃ | 175℃ | N/A | |||||||
上表中的预热温度推荐值是根据在实验室条件下进行的小铁研实验结果得出, 实验遵循ISO 17642标准进行。
由于钢板存放地点和空气温度不同,建议在焊接前使用火焰喷枪等方式对钢板进行烘干处理,以去除钢板表面的潮气和水汽。
如果环境温度低于0℃,预热温度应在表中推荐值之上增加25℃。
如果钢板需要预热,那么在整个焊接过程中,焊接区域的温度都要高于表中给出的预热温度。
如果钢板需要预热,那么在最开始的定位焊操作中也要对钢板进行预热。
如果焊材的碳当量高于钢板,则推荐将预热温度比表中对应温度提高25℃。
如果焊缝是在应力集中区域,则预热温度应比表中推荐温度高25℃。
焊材选择
焊接WearTuf钢板应使用低合金铁素体焊材,减少氢摄入量。
选择标注了氢含量≤5 ml/100 g的焊材。
选择低氢的药皮或药芯焊材时,一定要按照焊材供应商的指导标准来进行焊材处理。
如果使用手工电弧焊、 药芯焊或者埋弧焊,建议选择碱性焊材。
通常推荐采用屈服强度不超过500 MPa的焊材。
| 焊接方式简称 | 焊接方式 | 焊接类型 |
| MMA | 手工电弧焊 | 手工焊条,药皮焊条 |
| GMAW,MAG | 气体保护焊 | 实心焊丝+氩气/二氧化碳混合气体保护 |
| FCAW | 药芯电弧焊 | 药芯焊丝+保护气体 |
| MCAW | 金属粉芯电弧焊 | 金属粉芯焊丝+气体保护 |
| SAW | 埋弧焊 | 实心焊丝+焊剂 |
| 表2铁素体焊材 | |||||
| 标准 | 手工电弧焊 | 气体保护焊 | 药芯电弧焊 | 金属粉芯电弧焊 | 埋弧焊 |
| EN ISO | 2560-E 42X | 14 341-G42X | 17632-T42X | 17632-T46X100 |
14171-S42X |
| AWS | A5.5 E70X | A5.28 ER80X | A5.29 E7XT-X | A5.28 E110C-X | A5.23 F7X |
如果根据表1钢板需要预热,但又没有预热条件,可以选用奥氏体(不锈钢)焊材代替。相比铁素体焊材,奥氏体焊材可溶解更多有害的氢离子/原子,从而降低焊接氢裂风险。奥氏体焊材的唯一缺点是成本较高。
| 表3奥氏体焊材 | |||||
| 标准 | 手工电弧焊 | 气体保护焊 | 药芯电弧焊 | 金属粉芯电弧焊 | 埋弧焊 |
| EN ISO | 1600 E188Mn | 14343 B 188Mn | 17633 T 188Mn | 17633 T 188Mn | 14343 B 188Mn |
| AWS | 5.4 E307-X | 5.9 ER307 | 5.22 E307T-X | 5.9EC307 | 5.9 ER307 |
保护气体:使用气体保护焊、药芯电弧焊、金屁粉芯电弧焊时,建议使用Ar +15-25%C02的混合保护气。
切割
WearTuf磨钢适用于所有热切割或冷切割(剪切、锯切或水射流切割等)。
最常用的切割方式是热切割,例如:氧气燃料(火焰)切割、等离子切割或者激光切割。
激光切割
WearTuf钢板非常适合采用激光切割。激光切割一般用于切割。最厚到30mm的钢板。当对WearTuf喷漆钢板进行激光切割时,为了得到高质量的切割边缘,建议采用比切割WearTuf未喷漆钢板低5%到10%的切割速度。
等离子切割
使用等离子切割WearTuf钢板时,没有特别的约束条件。可以采用与普通钢板相同的切割参数。
氧气燃料(火焰)切割
火焰切割适用于切割任何厚度的WearTuf钢板,但由于热影晌较大,推荐针对30mm厚以上的WearTuf钢板使用。
热切割WearTuf钢板的常用推荐
•无论使用何种热切割方式,切割部位均应该在切割后缓慢冷却。不要对切割部件进行快速冷却。将冷却速度进一步降低可以起到减少开裂风险的作用。
•热切割WearTuf钢板前最低环境温度为0℃。若环境温度低于0℃, 对应的推荐预热温度应在原有基础上增加25℃。
切割预热
采用火焰切割时,需注意所切割WearTuf钢板的厚度。如果WearTuf钢板厚度超过下表1中的最小厚度,需在切割前对钢板进行预热。推荐预热温度见表1
| 表1,火焰切割WearTuf钢板的推荐预热温度 | ||
| 钢种 | 厚度(mm) | 预热温度(℃) |
| WearTuf400 | ≥50 | 100~125 |
| WearTuf450 | ≥40 | 100~125 |
| WearTuf500 | ≥30 | 100~125 |
| 如果未能按照表1的推荐进行预热,在钢板的切割边缘有出现氢裂的风险。如果裂纹产生的话,裂纹会在切割后48小时到几周后才显现出来,一般被视为延迟性裂纹。随着钢板厚度和硬度的增加,氢裂出现的风险增加。 | ||
热切割对钢板硬度的影响
表面硬度曲线
不同的热切割方式,对距离切割面一定范围内(热影响区)钢板的硬度具有不同程度的影晌。除了切割方式之外,软化程度和热影响区范围也取决于钢板的化学成分、生产工艺和钢板厚度。
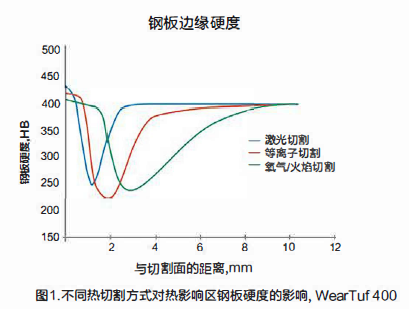
图1示意不同热切割方式对WearTuf400钢板的软化程度,其中,激光切割的影响最小,氧气切割的影响最大。
对于WearTuf钢板,采用合理的切割参数,激光切割的热影响区域不超过3mm,等离子切割不超过5mm,火焰切割不超过8mm。
WearTuf切割小型部件
在WearTuf钢板上切割小型部件时,切割过程产生的热量将会在部件上聚集,导致部件快速升高。因此,需特别注意:切割部件的温度不能超过钢板的抗回火软化温度。否则,部件的机械性能会受到影晌。一般来说,切割部件越小或者越厚,切割风险就越高。
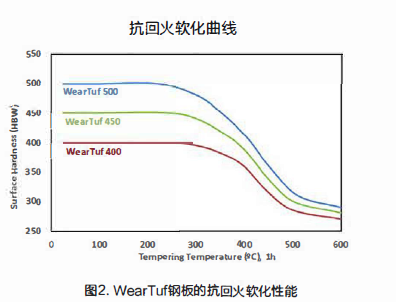
如图2所示,根据切割时部件达到的最离温度,钢板的硬度会有不同程度的降低。当温度超过250℃时,硬度开始显著降低。硬度越低,部件的耐磨性能越差。
为了尽量降低切割小型部件时的软化影响,可考虑采用以下推荐:
·尽量采用热影响较小的切割方式,最好是冷切割。如果必须采用热切割方式优先使用激光切割或者等离子切割。
·采用水下等离子或者火焰切割也是降低切割软化影响的有效方法。
机加工
钻孔
WearTuf阿以用高速钢(HSS)钻头或硬质合金钻头钻孔。
根据钻床的稳定性和钻头直径选用这两种材质的钻头。
通常摇臂或者升降台式钻床加工时存在较大程度的振动,因此要选用高速钢 (HSS ) 钻头。
当使用5-30 mm直径的HSS钻头时,可以选用微合金化(HSS-E) 钻头或含8%钴含堡 (HSS-Co) 钻头,小的螺旋角度可以承受高的扭力。
由于HSS钻头常需修磨后再使用,造成加工QT钢时较低的生产效率。
为获取高效率加工,必须用稳定的现代化钻床/铣床 (CNC类型),同时配套硬质合金钻头/铣刀。
为了获得离效的钻孔加工,最经济的方式是使用配有硬质合金刀片的钻头。这种钻头是将硬质合金刀片安装在钻头上。该种钻头能钻的孔径在12mm以上。
铣削
根据不同类型的铣削加工,提供以下建议:
·平面铣:选择装配边角为弧形的硬质合金刀片的刀具
·精铣:选择装配边角为45℃的硬质合金刀片的刀具
·立铣:选择整体硬质合金刀具,或装配硬质合金刀片的刀具
| WearTuf的机械性能 | |||
| 钢种 | 硬度 | 屈服强度,典型值 | 抗拉强度,典型值 |
| WearTuf400 | 400 Brinell (370-430) | 1000 MPa | 1000 MPa |
| WearTuf450 | 450 Brinell (425-475) | 1100 MPa | 1400 MPa |
| WearTuf500 | 500 Brinell (470-530) | 1250 MPa | 1600 MPa |










